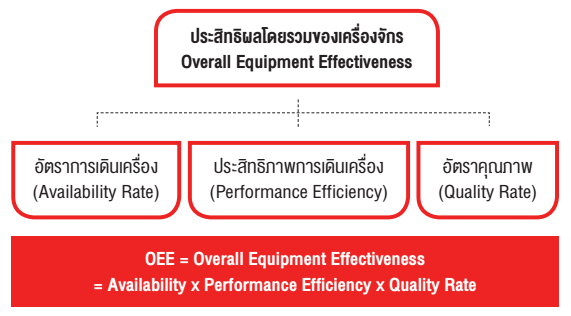
หนึ่งในหัวใจสำคัญของการขับเคลื่อนงานอุตสาหกรรมการผลิต นั่นก็คือ เครื่องจักร ตัวแปรสำคัญของคุณภาพสินค้าที่ผลิตออกมา ทั้งนี้ เครื่องจักรที่ดีต้องทำงานได้เต็มพละกำลัง ใช้งานได้ตลอดเวลา และไม่ผลิตของเสียเลย โดยสามารถสังเกตได้จากประสิทธิผลโดยรวมของเครื่องจักร ได้แก่ อัตราการเดินเครื่อง ประสิทธิภาพการเดินเครื่อง และอัตราคุณภาพ
ดังนั้น การดูแลรักษาเครื่องจักรและปรับปรุงประสิทธิผลอยู่เสมอ จึงเป็นมาตรการที่ผู้ประกอบการควรตระหนักเป็นสิ่งสำคัญ เพื่อลดภาระค่าใช้จ่าย คงคุณภาพของสินค้าที่ผลิตให้ได้มาตรฐานตามที่บริษัทกำหนด และมีความปลอดภัยต่อผู้ใช้งาน
|
ความสูญเสียหลัก 6 ประการ ที่ส่งผลต่อประสิทธิภาพของเครื่องจักร
- เครื่องจักรหยุดโดยไม่ได้วางแผนล่วงหน้า (Machine Downtime) การทำงานของเครื่องหยุดลงมีสาเหตุจาก
- ความผิดปกติของเครื่องจักร เช่น มอเตอร์ไหม้ ลูกปืนแตกสายพานขาด ระบบไฟฟ้าขัดข้อง ระบบควบคุมอุณหภูมิไม่ทำงาน เป็นต้น
- การบริหารจัดการไม่ดี เช่น รอวัตถุดิบ รอคำสั่งผลิต รอตรวจสอบคุณภาพ ขาดพนักงานควบคุมเครื่อง เป็นต้น
- การปรับตั้ง และปรับแต่ง (Setups & Adjustments) เป็นเวลาที่สูญเสียเนื่องจากการเปลี่ยนรุ่นการผลิตแต่ละครั้ง ซึ่งเป็นเวลาตั้งแต่การผลิตผลิตภัณฑ์เดิมเสร็จสิ้น จนถึงเวลาที่สามารถผลิตผลิตภัณฑ์ใหม่ได้ตรงตามที่กำหนด ได้แก่
- การเปลี่ยนผลิตภัณฑ์ใหม่
- การล้างกระบวนการผลิต
- การเปลี่ยนขนาดผลิตภัณฑ์ & บรรจุภัณฑ์
- การหยุดเล็กๆน้อยๆ / เดินเครื่องตัวเปล่า (Minor Stoppage / Idling) เป็นความสูญเสียเนื่องจากเครื่องจักรหยุดการทำงานชั่วคราว ได้แก่
- มีชิ้นงาน / ผลิตภัณฑ์ / สิ่งแปลกปลอมไปขัดขวางการทำงานของเครื่องจักร
- พนักงานหยุดเครื่องเพื่อแก้ไขปัญหาเป็นเวลาสั้นๆ
- ผลิตภัณฑ์ / บรรจุภัณฑ์หมด ทำให้พนักงานต้องเดินไปหยิบ ทำให้เสียเวลา
- การสูญเสียความเร็ว (Speed Losses) เป็นความสูญเสียเนื่องจากความเร็วที่ใช้ในการผลิตจริง ต่ำกว่าความเร็วมาตรฐาน /ความเร็วที่กำหนด ได้แก่
- Speed ของสายพานช้ากว่าที่กำหนด
- ความเร็วรอบของสกรู / ใบพัด ช้ากว่าที่กำหนด
- Cooling Time นานกว่ามาตรฐานที่กำหนด
- พนักงานป้อนชิ้นงานช้ากว่าที่กำหนด
- การผลิตของเสียและการแก้ไข (Defects and Rework)
- Defects เป็นความสูญเสียเนื่องจากผลิตภัณฑ์ที่ผลิตได้
- ไม่เป็นไปตามข้อกำหนด ไม่สามารถแก้ไข / ซ่อมแซมได้
- Rework เป็นความสูญเสียเนื่องจากผลิตภัณฑ์ที่ผลิตได้ไม่เป็นไปตามข้อกำหนด แต่สามารถแก้ไข / ปรับแต่งเพื่อให้เป็นผลิตภัณฑ์ที่ตรงตามมาตรฐานได้ แต่ต้องเสียเวลา / 5 อัตรากำลังคน / พลังงานในการดำเนินงาน
- ความสูญเสียช่วงเริ่มต้นผลิต (Startup Losses) การสูญเสียวัตถุดิบ / ผลิตภัณฑ์ ที่เกิดขึ้นในช่วงเริ่มต้นผลิต ได้แก่
- ช่วงเปลี่ยนผลิตภัณฑ์ใหม่
- ช่วงเริ่มต้นผลิตหลังจากหยุดกะ
- ช่วงเริ่มต้นผลิตหลังจากหยุดซ่อมแซม
พื้นฐาน 4 ประการที่จำเป็น สำหรับ Operator
- สามารถรักษาสภาวะที่เหมาะสมของเครื่องจักร Ability to Maintain Optimal Equipment Conditions การบำรุงรักษาเชิงป้องกัน (Preventive Maintenance)
- การบำรุงรักษาประจำวัน (Daily Maintenance)
- การตรวจสอบตามระยะเวลา (Periodic Inspection)
- การบำรุงและเปลี่ยนอะไหล่ ตามระยะเวลา (Periodic Restoration)
- สามารถปรับตั้งสภาวะที่เหมาะสมของเครื่องจักร Ability to Set Optimal Equipment Conditions มีความเข้าใจในหน้าที่การทำงานของเครื่องจักร รวมถึงสภาวะการทำงานที่เหมาะสม
- ทราบถึง Spec ของเครื่อง
- ทราบถึงเงื่อนไขการผลิตที่เหมาะสม
- Temperature
- Pressure
- Speed
- Gap
- Moisture
- สามารถทราบได้ถึงความผิดปกติของเครื่องจักร Ability to Know / Discover Abnormalities ทราบถึงความผิดปกติของเครื่องจักรผ่านการทำงานและบำรุงรักษาเครื่องจักรประจำวัน
- การสึกหรอ
- การสั่นสะเทือน
- เสียงดังผิดปกติ
- อุณหภูมิสูงกว่าปกติ
- การรั่วไหล
- การร้าว แตกหัก
- สภาวะการผลิตแตกต่างจากมาตรฐาน
- สามารถแก้ไขสิ่งผิดปกติได้เบื้องต้น Ability to Treats Abnormalities
- แก้ไขปัญหาเบื้องต้นได้เอง
- รายงานปัญหาได้อย่างถูกต้อง

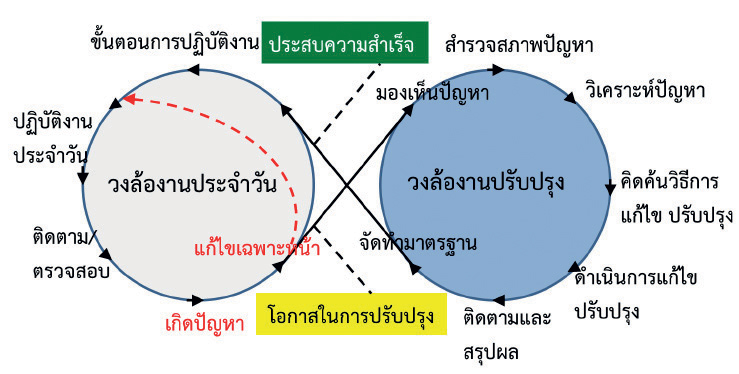
แนวทางการปรับปรุงประสิทธิผลโดยรวมของเครื่องจักร
- ปรับทัศนคติพนักงาน และให้ความรู้เกี่ยวกับการเพิ่มผลิตภาพ จุดแรกของการปรับปรุง & พัฒนา คือ การยอมรับว่ามีปัญหา
- ที่ทำอยู่ในปัจจุบันยังไม่ดีพอยังสามารถปรับปรุงให้ ดีกว่าเดิมได้
- ความพอใจเป็นศัตรูที่สำคัญของการเพิ่มผลิตภาพ
- ทำอย่างไรพนักงานถึงไม่คิดว่าการเพิ่มผลิตภาพ เป็น ‘ภาระที่เพิ่มขึ้น’
- วัดปริมาณความสูญเสียให้ชัดเจน
- มุ่งเน้นการมีส่วนร่วมในการดูแลรักษาโดยผู้ใช้งานเครื่องจักร
EXECUTIVE SUMMARY
OEE or Overall Equipment Effectiveness consist of availability rate, performance efficiency and quality rate. These are the keys to operate machinery with more efficiency for industrial work as the machine regularly maintenance and effectiveness improvement should be considering by entrepreneur which depends on 6 major wastes that effected to machine potential. The guidelines for total improvement of machine effectiveness are cost reduction, maintain the product qualified and safety for users as company standard specification.
Source
- วุฒิพงศ์ บุญนายวา ผู้จัดการส่วนบริหารการผลิต สถาบันเพิ่มผลผลิตแห่งชาติ
จากงานสัมมนา Modern Manufacturing Forum


นำเสนอข่าวสารความรู้รอบด้านเกี่ยวกับอุตสาหกรรมการผลิต เพื่ออุตสาหกรรมไทยก้าวหน้าด้วยวิทยาการสมัยใหม่และเป็นแรงขับเคลื่อนเศรษฐกิจไทย