ความเดิมจากตอนที่แล้ว…
ความรู้สู่ปฏิบัติการ เริ่มฝึกเชื่อมไฟฟ้า 2
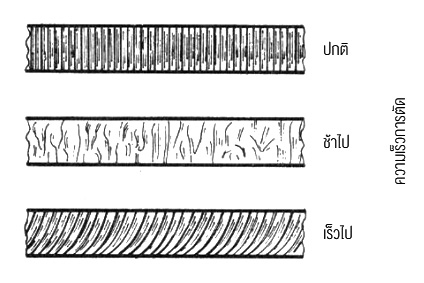
คุยกันมาสองตอนเกี่ยวกับการเริ่มฝึกเชื่อมไฟฟ้าในท่าที่สำคัญๆ 6 แบบฝึกหัด ซึ่งคนจะเป็นช่างเชื่อมต้องฝึกจริงๆ มีแทรกแบบฝึกตัดเหล็กหนาด้วยแก๊ส ตัดอย่างไรให้ได้แนวตัดสวย แม้สมัยนี้จะมีการตัดด้วยพลาสมา เลเซอร์และน้ำเข้ามาอีก แต่ควรจะต้องรู้ว่าตัดอย่างไรให้ได้แนวตัดเรียบสวยไม่ต้องเสียเวลาในการเจียรแต่งซึ่งเป็นต้นทุนของงาน จากประสบการณ์ของผู้เขียนถ้าออกไปไซต์งานจริงอย่างดีก็ใช้แก๊สหรือพลาสมาตัด ซึ่งก็ต้องประคองมือและความเร็วในการตัดให้ได้รอยตัดสวยงาม ดังรูปที่ 36 อยู่ดี ฉบับนี้เราจะคุยกันต่อถึงการเชื่อมชนตะเข็บ V ทั้งแนวราบและแนวตั้งอีกสองแบบฝึกหัด แล้วปิดท้ายแบบฝึกหัดการเชื่อมชนเหล็กรูปตัว T แนวตั้งสองตะเข็บซ้อนโดยใช้ลวดเชื่อมฟลักซ์หนานะครับ

7. การเชื่อมต่อชนตะเข็บ V
ถูกแบ่งเป็น 3 แบบฝึกหัดย่อย คือ
ก) การฝึกเชื่อมด้วยลวดเชื่อมฟลักซ์บาง
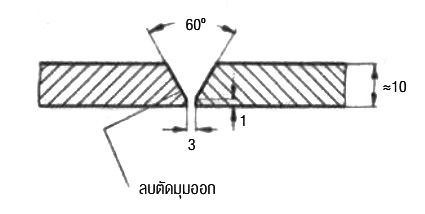
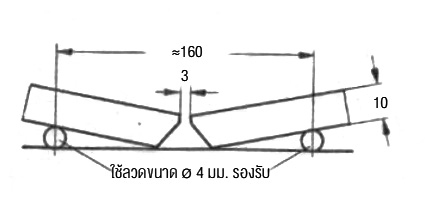
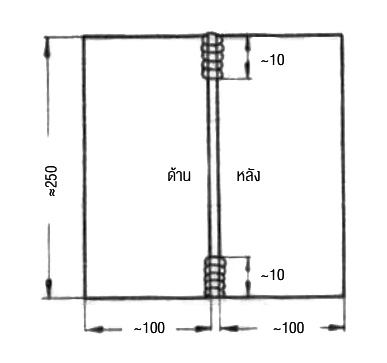
ตัดแผ่นเหล็กหนา 10 มม. ขนาดกว้าง × ยาว ประมาณ 100 × 250 ซม. เจียรขอบเพื่อประกบกันเป็นร่อง V ดังรูปที่ 37 แล้วคว่ำลงโดยใช้ลวดเชื่อมขนาด ø 4 มม. วางรองตามรูปที่ 38 และเชื่อมยึดแผ่นหัวชิ้นงานตามรูปที่ 39 จากนั้นหงายชิ้นงานขึ้น ใช้เหล็กฉากรองด้านใต้ ดังรูปที่ 40 เพื่อเริ่มฝึกเชื่อมเติมเต็มตะเข็บร่อง V ด้วยลวดเชื่อมฟลักซ์บาง ø 4 มม. โดยตั้งไฟประมาณ 140 A สำหรับรอยเชื่อมแรกและ 160 A สำหรับรอยเชื่อมทับช่างเชื่อมจะถูกฝึกให้สังเกต ปรับตั้งไฟ ความเร็วในการเดินลวดให้เหมาะสมกับงาน ทั้งตะเข็บแรกที่ต้องเชื่อมทะลุสม่ำเสมอสวยงามและตะเข็บทับเพื่อเติมเต็มร่อง V ให้ปลอดจากโพรงอากาศและสแลกใต้รอยเชื่อม มีตะเข็บบนสุดสวยงามเต็มพอดีไม่กินลึกที่ขอบตะเข็บ แบบฝึกนี้มีการให้ฝึกเชื่อมเปรียบเทียบกับการใช้ลวดเปลือยและลวดเชื่อมสอดไส้ฟลักซ์ เพื่อให้ช่างเชื่อมได้สัมผัสกับความแตกต่างในการตั้งไฟและการเดินลวดเชื่อมด้วยจากอิทธิพลของเปลวไฟอาร์กที่ผันผวนอาจทำให้ผู้เชื่อมต้องเอียงลวดและเดินลวดเชื่อมเข้าๆ ออกๆ (Pilgerschritt) ช่วยให้เกิดความต่อเนื่องในการเชื่อมตะเข็บยาวได้
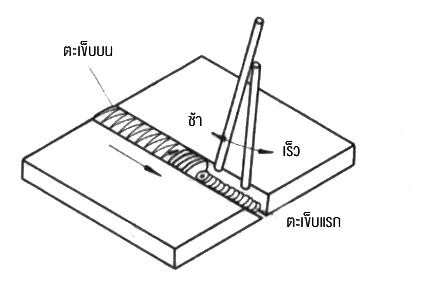
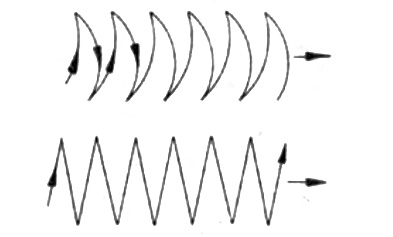
การเชื่อมตะเข็บแรกในร่อง V ต้องเชื่อมให้ทะลุมีรอยตะเข็บเชื่อมเกิดขึ้นด้านใต้อย่างสม่ำเสมอสวยงามช่างเชื่อมอาจใช้วิธีส่ายปลายลวดเชื่อมเดินหน้าสลับถอยหลังในร่องโดยให้ส่ายเดินหน้าเร็วกว่าถอยหลังเล็กน้อย ดังรูปที่ 41
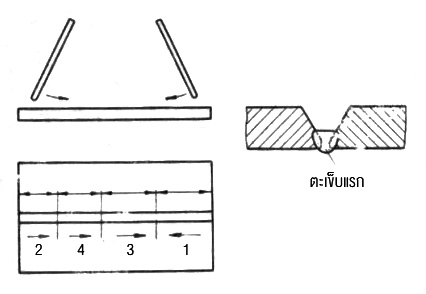
เพื่อหลีกเลี่ยงความผันผวนของเปลวไฟอาร์กควรดำเนินขั้นตอนการเชื่อมตะเข็บแรกตามลำดับ ดังรูปที่ 42
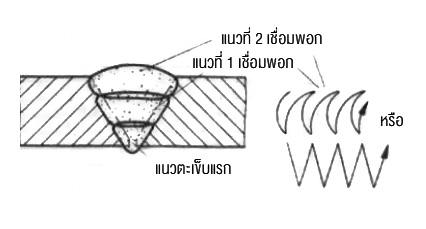
ในการเชื่อมพอกตะเข็บแนวต่อๆ ไปในร่อง V ให้ใช้ลวดเชื่อมขนาด ø 4 มม. ตั้งไฟเชื่อมประมาณ 140-160 A ซึ่งจะเชื่อมได้อีกสองตะเข็บซ้อนกันดังรูปที่ 43 ช่างเชื่อมอาจวาดปลายลวดเชื่อมหรือส่ายซิกแซกให้น้ำเหล็กเติมเต็มร่อง V ได้ ข้อสำคัญ คือ ต้องเคาะสแลกออกให้หมด และทำความสะอาดรอยเชื่อมให้ดีก่อนเชื่อม มิฉะนั้นอาจมีสแลกแฝงอยู่ในตะเข็บเชื่อมทำให้เป็นจุดอ่อนของรอยเชื่อมได้
ข) การฝึกเชื่อมร่อง V ด้วยลวดเชื่อมฟลักซ์หนาปานกลาง
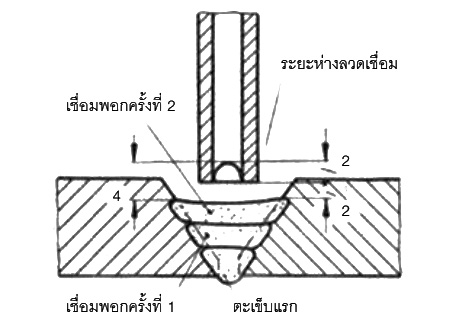
แบบฝึกเชื่อมนี้มีการเตรียมชิ้นงานและการเตรียมงานไม่ต่างจากแบบฝึก ก. ที่ผ่านมา เตรียมช่องว่างระหว่างแผ่นเหล็กประมาณ 3 มม. เพราะเมื่อเชื่อมยึดมันจะดึงเข้าหากัน
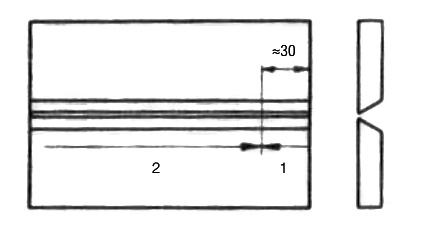
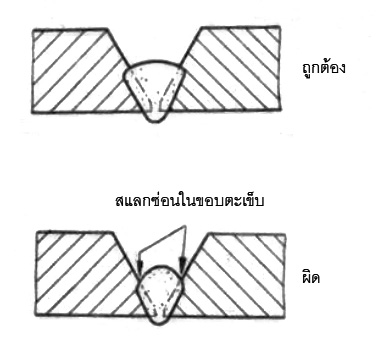
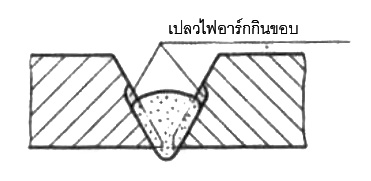
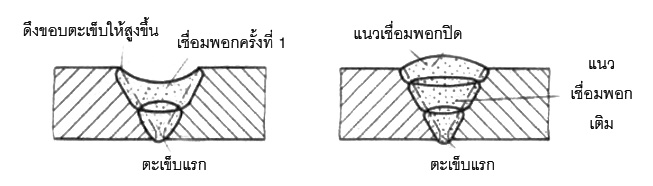
ใช้ลวดเชื่อมขนาด ø = 3.25 มม. แบบฟลักซ์หนาปานกลางในการฝึก โดยตั้งไฟฟ้าประมาณ 130-140 A ช่างเชื่อมจะยังรู้สึกว่าเปลวไฟอาร์กยังคงผันผวนอยู่บ้างระหว่างเชื่อม การเดินตะเข็บเชื่อม 1 ก่อน แล้วเดินตะเข็บเชื่อม 2 รวดเดียว ตามรูปที่ 44 จะช่วยลดปัญหาได้ การเชื่อมตะเข็บล่างไม่ควรเชื่อมให้สันตะเข็บนูนมาก (รูปที่ 45) เพราะอาจทำให้สแลกแทรกอยู่ที่ขอบตะเข็บยากต่อการทำความสะอาดและฝังตัวอยู่เป็นจุดอ่อนของรอยเชื่อมได้ เช่นเดียวกันหากตั้งไฟแรงมากจนเกิดการกินขอบลึกเข้าไป ดังรูปที่ 46 สแลกก็จะเข้าไปติดต้องทำความสะอาดให้ดี มิฉะนั้น ก็จะเป็นปัญหาได้เช่นกัน
การฝึกเชื่อมพอกตะเข็บบนให้ใช้ลวดเชื่อมขนาดø4 มม. แบบฟลักซ์หนาปานกลางโดยตั้งไฟประมาณ 180 A วาดปลายลวดเชื่อมหรือส่ายซิกแซก ดังรูปที่ 47 เอียงลวดเชื่อมไม่ให้สแลกลอยออกหน้า สร้างตะเข็บเชื่อมยาวรวดเดียวจากซ้ายไปขวา การเชื่อมพอกตะเข็บบน ดังรูปที่ 48 นี้ เปลวไฟอาร์กจะไม่ค่อยผันผวนเหมือนตะเข็บแรกนัก
ค) แบบฝึกเชื่อมร่อง V ด้วยลวดเชื่อมฟลักซ์หนามาก
เตรียมชิ้นงานเช่นเดียวกับแบบฝึก ก.) ในรูปที่ 37 ระวังระยะห่างของร่องต่อชนระหว่างแผ่นอย่าให้ชิดกันน้อยกว่า 3 มม. และความหนาของสันก้นร่อง V ไม่ควรเกิน 1 มม. ทั้งนี้ เพื่อให้เกิดตะเข็บเชื่อมทะลุติดยึดดีและสวยงาม
การเชื่อมตะเข็บแรกให้ใช้ลวดเชื่อมขนาด ø = 3.25 มม. ชนิดฟลักซ์หนาปานกลางตั้งไฟประมาณ 130-140 A ตะเข็บล่างนี้หากใช้ลวดเชื่อมขนาดเดียวกัน แต่เป็นชนิดฟลักซ์หนาอาจเป็นไปได้ที่น้ำเหล็กหลอมละลายจะไหลทะลุโดยไม่ได้ตะเข็บเชื่อม ช่างเชื่อมควรฝึกเชื่อมตะเข็บแรกมากๆ ให้ชำนาญโดยให้ได้ตะเข็บเชื่อมด้านใต้ที่มั่นคงสม่ำเสมอสวยงาม ต้องพยายามฝึกเรียนรู้ความสัมพันธ์ของตัวแปรที่มีผลต่อคุณภาพงานเชื่อมที่ได้ อาทิ ช่องห่างระหว่างชิ้นงาน ชนิดและขนาดของลวดเชื่อม กระแสไฟที่เหมาะสมและความเร็วในการเดินลวดทุกอย่างต้องเหมาะสมต่อกัน จากนั้นก่อนจะเชื่อมพอกตะเข็บต่อไปต้องทำความสะอาดทั้งสแลกและเม็ดน้ำเหล็กที่กระเด็นติดตามซอกร่อง V ให้หมดก่อน
การเติมเต็มและเชื่อมปิดร่อง V
ให้ใช้ลวดเชื่อมฟลักซ์หนาขนาดø4 มม. ในการฝึกตั้งไฟในการเชื่อมประมาณ 180-190 A ทำตะเข็บจากซ้ายไปขวา โดยอาจวาดปลายลวดเชื่อมหรือส่ายซิกแซกไปมาก็ได้กว่าจะเต็มร่อง V ช่างเชื่อมจะได้ฝึกประมาณ 3-4 ตะเข็บ ดังรูปที่ 49 ซึ่งจะต้องคอยทำความสะอาดรอยเชื่อมให้สะอาดก่อนเชื่อมต่อเสมอเพื่อไม่ให้เกิดจุดบกพร่องในรอยเชื่อมตะเข็บสุดท้าย ซึ่งเป็นตะเข็บปิดหน้าบนสุดจะได้นูนสวยพอดี หากยังมีระยะความลึกของร่อง V เหลืออีกประมาณ 1-1.5 มม. (รูปที่ 50)
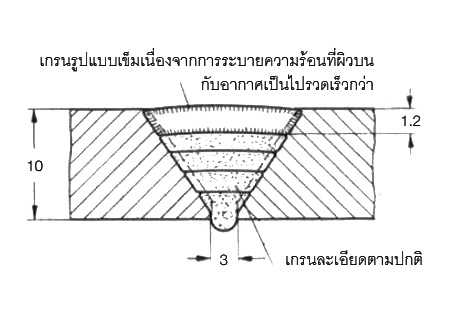
ช่างเชื่อมควรคำนึงว่าทุกๆ ตะเข็บที่เชื่อมพอกลงในร่อง V นอกจากน้ำเหล็กจะหลอมรวมกับผิวตะเข็บก่อนหน้าแล้ว ความร้อนยังแผ่ลงไปสู่เนื้อเหล็กใต้ตะเข็บเปรียบเสมือนการอบเหล็กชั้นล่างทำให้เนื้อเหล็กมีเกรนละเอียด (ดังรูปที่ 50) ไปด้วย เพื่อให้เนื้อเหล็กที่เชื่อมพอกมีเกรนละเอียดสม่ำเสมอทั่วถึงจึงควรสร้างตะเข็บเชื่อมแต่ละชั้นบางๆ อย่าให้หนาเกินไปในครั้งเดียว ช่างเชื่อมควรฝึกสังเกตโดยการหักรอยเชื่อมตรวจดูเปรียบเทียบเกรนในรอยหักระหว่างรอยเชื่อมที่ปล่อยให้ค่อยๆ เย็นกับรอยเชื่อมที่ทำให้เย็นโดยจุ่มลงในน้ำก็ได้
8. การฝึกเชื่อมร่อง V ในแนวตั้ง
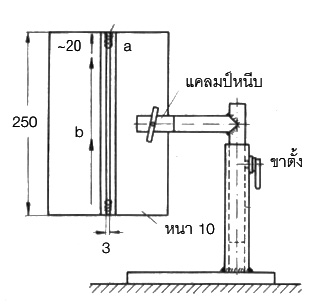
แบบฝึกนี้มีการเตรียมชิ้นงานเช่นเดียวกับแบบฝึกที่ 7 แต่ต่างกันที่การจับยึดชิ้นงาน โดยอาจทำแคลมป์จับยึด ดังรูปที่ 51 หรือเชื่อมยึดชิ้นงานฝึกดังรูปที่ 52 ก็ได้ การเชื่อมยึดกรณีหลังจะทำให้ความผันผวนของเปลวไฟอาร์กลดน้อยลง การฝึกแบ่งออกเป็น 3 ขั้นตอนย่อย
ก) ฝึกด้วยลวดเชื่อมฟลักซ์บางขนาด ø 4 มม.
ตั้งไฟ ≈ 140-150 A เชื่อมตะเข็บแรกในร่อง V โดยให้เดินลวดเชื่อมขึ้นด้านบนแผ่นชิ้นงานสร้างตะเข็บ a ยาวประมาณ 20 มม. จากนั้นจึงเดินตะเข็บ b ยาวขึ้นไปช่างเชื่อมจะสังเกตเห็นความผันผวนของเปลวไฟอาร์กโน้มสู่ด้านบน
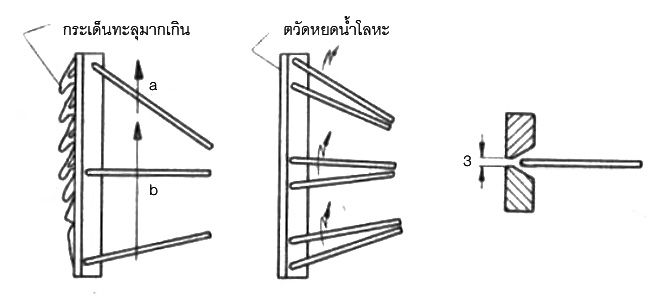
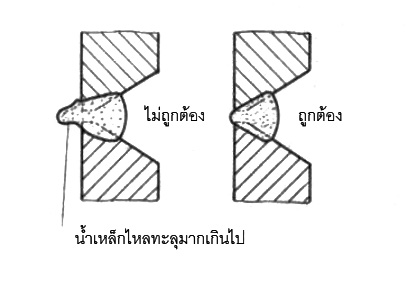
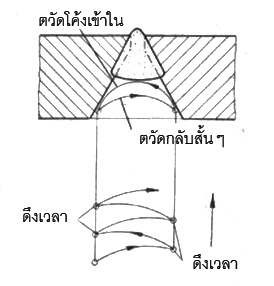
ในการเชื่อมตะเข็บแรกนี้ หากช่างเดินลวดเชื่อมตรงๆ ขึ้นด้านบน ร่อง V มักจะทะลุง่ายจนน้ำโลหะไหลย้อยเป็นคลื่นห้อยอยู่ด้านหลังดังรูปที่ 53 และ 54 ช่างจึงต้องส่ายตวัดปลายลวดเชื่อมขึ้นไปด้านบนพร้อมกับบังคับให้น้ำโลหะหยดลงในร่อง เปลวไฟอาร์กจึงจะสั้นและยาวสลับกันไป ช่างเชื่อมต้องฝึกสร้างตะเข็บทะลุที่สวยงามไม่ให้ย้อย (ดังรูปที่ 54)

การเชื่อมพอกตะเข็บ
ในแบบฝึกหัดนี้ยังคงใช้ลวดเชื่อมขนาดและแบบเดิมตั้งไฟเชื่อมประมาณ 140 A ฝึกเดินลวดเชื่อมในลักษณะรูปที่ 55 ภายหลังจากการเคาะสแลกและขัดทำความสะอาดรอยเดิมเรียบร้อยดีแล้ว
ข) แบบฝึกเชื่อมร่อง V แนวตั้งด้วยลวดเชื่อมฟลักซ์หนาปานกลาง
ใช้ลวดเชื่อมขนาด ø = 3.25 มม. ตั้งไฟเชื่อมประมาณ 140 A ในการฝึกช่างเชื่อมต้องเตรียมงานและฝึกเดินลวดเชื่อมในรูปแบบเดียวกับแบบฝึก ก.) เพียงแต่แบบฝึกนี้ใช้ลวดเชื่อมต่างชนิดกัน
ค) แบบฝึกเชื่อมร่อง V ด้วยลวดเชื่อมฟลักซ์หนามาก
ใช้ลวดเชื่อมขนาด ø = 3.25 มม. ตั้งไฟเชื่อมประมาณ 130 A เตรียมชิ้นงานดังแบบฝึกที่ผ่านมา แล้วเริ่มฝึกตะเข็บแรกโดยเดินลวดในลักษณะรูปที่ 59 จากด้านล่างสู่ด้านบน เคาะสแลก ขัดทำความสะอาดตะเข็บเดิมให้เรียบร้อยแล้วเชื่อมพอกในร่อง V และเชื่อมปิดแนวด้วยการแกว่งวาดปลายลวดเชื่อมดังรูปที่ 56 ซึ่งอาจต้องเชื่อมพอก 2…4 แนวจึงจะเต็ม ให้เวลากับการส่ายลวดเชื่อม ณ จุดกลับเล็กน้อยเพื่อให้มีน้ำโลหะเกาะมากพอ จากนั้นส่ายวาดลวดขึ้นด้านบนของแนวตะเข็บเพื่อให้น้ำสแลกไหลออกไปได้ไม่ปิดกั้น
9. การเชื่อมงานต่อชน T ในแนวตั้งฉากด้วยลวดเชื่อม
ฟลักซ์หนามาก
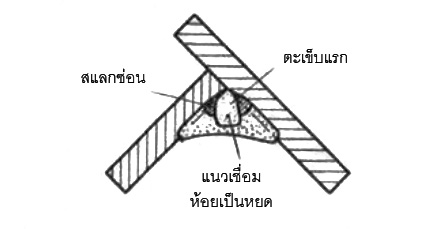
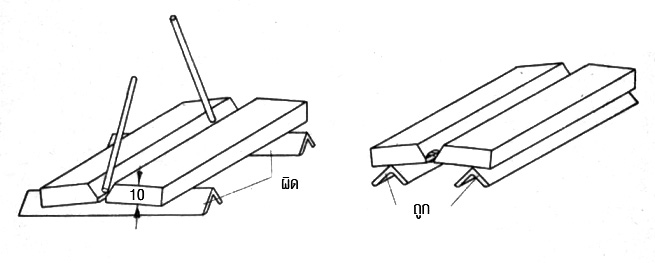
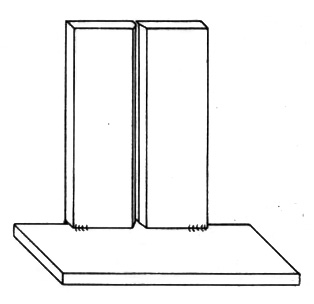
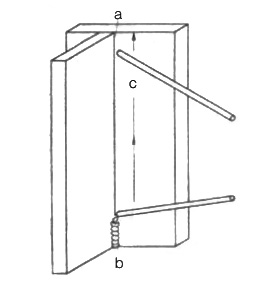
เตรียมชิ้นงานจากเหล็กแผ่นหนา 10 มม. ขนาดกว้าง × ยาว ประมาณ 80 × 200 ซม. แต้มยึดชิ้นงานที่ a และ b เป็นรูปคล้ายตัว T ดังรูปที่ 57 ใช้ลวดขนาด ø = 3.25 มม. ในการฝึกโดยตั้งไฟประมาณ 130 A
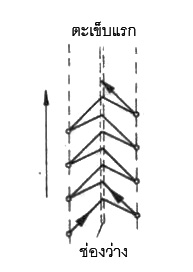
การฝึกเชื่อมเข้ามุมตะเข็บแรก
เดินลวดเชื่อมซิกแซกตามรูปที่ 59 สร้างตะเข็บเชื่อม c จากด้านล่างสู่ด้านบน จะสังเกตเห็นได้ว่าประกายไฟอาร์กจากลวดเชื่อมฟลักซ์หนามากนั้นไม่ค่อยผันผวนนักผู้เชื่อมต้องเดินลวดชิดกับชิ้นงานจนได้ไฟอาร์กสั้นๆ ต้องฝึกเดินลวดเชื่อมให้ได้ตะเข็บเชื่อมแบนไม่มีสแลกเข้าไปซุกติดอยู่ข้างตะเข็บ ดังรูปที่ 58
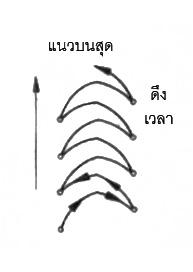
การฝึกเชื่อมพอกปิดแนว
ใช้ลวดเชื่อมฟลักซ์หนามากขนาด ø = 3.25 มม. ในการฝึกโดยตั้งไฟประมาณ 130 A เชื่อมจากด้านล่างสู่ด้านบนโดยส่ายลวดเชื่อมวาดโค้งค่อนข้างเร็วตามรูปที่ 60 แต่ให้ชะลอที่ซ้ายและขวาของตะเข็บเล็กน้อย เพื่อให้ได้น้ำเหล็กจากลวดเชื่อมเกาะตัวมากพอแต่ต้องไม่ให้เกิดการกินขอบตะเข็บลึกเข้าไป ซึ่งจะทำให้เป็นจุดอ่อนของรอยเชื่อมได้
MM นำเสนอเกี่ยวกับงานเชื่อมมาแปดฉบับติดต่อกันพอเป็นพื้นฐานความรู้ให้ผู้สนใจจะเป็นช่างเชื่อมได้ทราบแนวทางที่ควรจะฝึก โดยเฉพาะอย่างยิ่งกับการเชื่อมไฟฟ้า แม้ว่าปัจจุบันจะมีเทคโนโลยีอื่นเกี่ยวกับการเชื่อมโลหะมาเสนอมากมายแต่จะให้ดีและถูกต้อง คือ เริ่มจากฐาน ซึ่งเมื่อฐานแน่นอย่างอื่นที่ตามมาจะง่ายและไม่สิ้นเปลือง แต่ต้องเข้าใจกันไว้อย่างหนึ่งว่าการเป็น ‘ช่างชำนาญการ’ อ่านอย่างเดียวเป็นไม่ได้ต้องลงมือฝึก แม้ฝึกชำนาญแล้วห่างเหินไป ส่วนใหญ่ที่เหลือไว้คือ ความทรงจำ มือที่เคยประคองการเชื่อมได้นิ่งจะไม่นิ่ง เมื่อขาดการฝึก ดังนั้น ช่างชำนาญการเชื่อมที่มีใบรับรองในเยอรมันจึงต้องสอบฝีมือทุกปี เพื่อต่ออายุใบรับรองของตน… สวัสดี
EXECUTIVE SUMMARY
To start practice ‘Electric Welding’ as German’s method, the practice method should start with welding mask as basic and the last one should be ‘Flux-cored Arc Welding’. In order to create such a qualified piece of work that provided safety for user and keep the cost for the entrepreneur, the skilled craftsman must review practical knowledge usually. To be a skillful craftsman, read-only won’t help but to take the real action will be a great way.
บทความที่เกี่ยวข้อง
Source:
- Hans J. Fahrenwaldt / Volkmar Schuler : “Praxiswissen Schweisstechnik” 4.Aufl.2011Viewey & Teubner Verlg, Germany www.ewm.de : “Die EWM E-Hand-Fibel”
- Schulungsunterlage Fronius Technology Center : “Elektroden – Schweissen”
- มอก. 49 – 2556 : “ลวดเชื่อมไฟฟ้ามีสารพอกหุ้มใช้เชื่อมเหล็กกล้าไม่เจือและเกรนละเอียดด้วยการเชื่อมอ๊าร์คโลหะด้วยมือ”
- Prof. Dr.-ing.Knuth – Michael Honkel Universitase Rostock : “Vorlesung Schweissmetallurgie” 2015
- www.voestlpine.com/welding : “Schweisspositionen nach EN ISO 6947W”
- www.wikipedia.de :
- “Schweissstromquelle”
- “Gleichrichter”
- “Leerlufspannung”
- www.semikron.com/de/applikationen/…
- “Schueissstrom fuer Lichtbogenschweissen”
- Karl-Heinz Rellensmann: “Fachgerechtes Lichbogenschweissen” Verl.Handwerk und Technik 1963


นำเสนอข่าวสารความรู้รอบด้านเกี่ยวกับอุตสาหกรรมการผลิต เพื่ออุตสาหกรรมไทยก้าวหน้าด้วยวิทยาการสมัยใหม่และเป็นแรงขับเคลื่อนเศรษฐกิจไทย